This advice works, in general, all FCAW or stick welding. Welding stainless steel presents a challenge for inexperienced welders as it retains heat efficiently. Plus, its durable and strong.
shielded smaw I hope you found this useful, if things work out well for you, please feel free to post some pictures of your achievements on our Facebook Page.

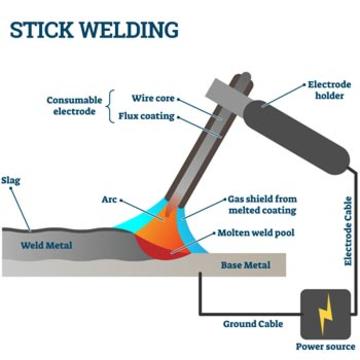
Stick electrodes have an external coating that contains flux. Also, TIG welders with a foot pedal (or finger control) give you precise control over how much heat you apply.

So you could weld a 304 stainless steel part with a 316 welding rod, but you should NOT weld a 316 part with a 308 welding rod as 308 is a lower grade! If you ever run out of electrode and need to weld more, remember to chip off the slag coating before continuing to weld. Depends most on what you have available and how good you are at using it. The polarity can get confusing with flux-cored (or FCAW) welding, as the setting changes depending on what wire you use. If you intend to weld more volume, this might be the right choice for you. The manual and setting chart for your unit should provide the necessary wire feed speeds for SS alloys at various thicknesses. Thanks for the comment Gordy, much appreciated. However, E308 or E310 electrodes also work. Please confirm the subscription Email in your inbox. welderpaul what would you say i would be better with doing? Welding stainless steel is becoming a highly sought-after skill with the growing use of stainless steel in products; stainless steel welding projects range from welding a cracked sink to welding a leak on a grain bin. Also, you avoid contaminating the SS with carbon in the HAZ, which can cause rust in the SS pieces. hey lads, iv been welding for a few years on cars, but iv always used gasless wire as my jobs never warranted a gas bottle, iv also had a fair amount of time on my arc welder for the heavier jobs iv needed to do. To address some of the questions I frequently got asked or was wondering myself during my job, I started this blog. Cheers Graham. 1 Usually requires preheating the carbon steel.2 Use the MIG process with the ER309L filler wire and a tri-mix shielding gas for most jobs.3 Must remove zinc which produces a health hazard and can contaminate the weld bead4 Use the butter method to keep the carbon from the SS with a NiFe-CI or Ni-CI filler.5 There are workarounds like bi-metal transition inserts, But the bi-metal inserts are made using special processes usually not possible on site. In general, you will need: Ventilation was included as required gear since stainless produces hexavalent chromium gas.
stainless steel welding tips arc guidelines 
But there are also many techniques and special materials you may need depending on what you are welding. Also, if your welder has a pulse setting, use it. What are standard diameters? For all processes that weld SS, you must first choose the right electrode/filler material. Another issue with welding stainless, there are a lot of different alloys. In many cases, the melting point of the two metals will be far apart, creating a challenge. Regards Graham. Fast weld travel: The weld will turn out extra ropey, and the weld bead will be too narrow. Remember? Another important property of mild steel is that apart from the main ingredients, iron, and Carbon, not many other alloy elements are contained in the steel.

So, the metal needs to be free of all paint, rust, oil, etc., and cleaned before welding.
stainless steel pipe tube walking cup weld thefabricator most welder techniques Also, having a shiny surface always helps the arc. Argoshield will cover everything you want to mig steel wise afaik. Im guessing its too late now, but 225amps should be loads of power for 18g Stainless. But for other jobs, the foot pedal may be a more comfortable setup. Stainless steel looks great and resists corrosion. One can observe this, for example, in the kitchen or other stainless steel appliances that have some deeper scratches and are exposed to water. Switching to a stainless steel filler alloy that matches the base metal avoids the problem. With 300 series Stainless Steels, you should always weld a part with a rod that is the same grade, or higher. On stainless work, that can be a problem. The weld puddle diameter should equal the base metal thickness. It needs to be the right alloy for the weld you intend, no matter what type of welder you use. To prevent this from happening, you can do a few things. Sorry Ive not been able to reply earlier. I could write a book on all the different types of Stainless Steel, but for the purposes of this article Ill stick with just the main two Austinetic Stainless Steels that most of us are likely to encounter. As with the other SS welding processes, the filler material is important. Stick welding is much more forgiving than other welding processes; however, inclusions and impurities are often caused by dirty surfaces. A property that benefits from a low carbon content is ductility (e.g., signposts would be made out of mild steel). While not as easy as welding mild steel, it is doable with a little knowledge and practice for just about everyone with the right equipment. Save my name, email, and website in this browser for the next time I comment. Thanks for your pleasant and informative site. Copyright 2022 Leaf Group Ltd. / Leaf Group Media, All Rights Reserved. Make sure all surfaces are cleaned. Thanks Graham. Therefore allowing rust. Yeah, if you are welding mild to stainless you might as well use mild steel wire/rods cos its going to rust anyway. If the electrode tapers more than 2.5 times its diameter, the arc starts to fan out, resulting in less penetration and a larger HAZ. Many new welders are surprised to learn that you can use several different welding processes to join stainless steel (SS), including TIG, MIG, flux-cored, and stick. I have all 3 processes but would still mig certain things that may be better with tig as i am better at mig. Most frequently used to weld base metals of similar composition.

If you weld stainy with mild steel consumables you might as well use mild steel for the whole job. Ideally, using an E309 welding electrode. Imaging doing it yourself to save money and learn a valuable trade. How to Weld Sheet Metal or Thin Stock (For Beginners), Beginners Guide: MIG Welding Aluminum (with Charts). The water-soaked out of the atmosphere into the flux will lead to porosity and hydrogen inclusions in the weld. As I was looking for more affordable options to stick weld dual-material joints with stainless steel, I came across this question. Hope that helps The pipes are impact tested at room temperature. I would not recommend using a 308 welding rod where a 316 is recommended by the manufacturer of the part to be welded. If you are using a more specialised Stainless Steel, it would be wise to look up the recommended welding procedure before welding. Each process will yield a slightly different result and will require some learning and skill to accomplish.
.jpg)
If you are new to welding, there are some helpful insights at the end to answer some questions that might arise.
welding gas fig carbon civil arc tungsten 
Yes, with FCAW, shielding gas is unnecessary for many welds. Plus, you do need to use an expensive shielding gas. But with stick welding, you may want to try a much steeper angle. Safety First! Plus, since there is no shielding gas, you can weld in windy conditions.
stainless steel orbital welding pipe water systems arc This site is operated by Darn Good Investments, Inc. WeldingMastermind.com is a participant in the Amazon Services LLC Associates Program, an affiliate advertising program designed to provide a means for sites to earn advertising fees by advertising and linking to Amazon.com. So, they are usually the right tool when the finished piece must be aesthetically pleasing. You are using an out of date browser. Heliarc Welding Explained: What Is It? Im proficient in all possesses, Hi Steve, not in my experience (assuming its a regular Stainless Steel, 304 or 316 for example). A lot of Mig and Tig Wire may be 308LSi & 316LSi, this denotes Low Carbon and added Silicon. Glad youve found my ramblings useful Stick electrodes are sold in various SS alloys with various flux coatings. It has become a bit of a pet project, as I want to learn more about the details about welding.
welding arc slag weld stick welds rods inclusion wcwelding But because you are using flux-cored wire, you may not need the expensive shielding gas that just blows away in windy conditions. With thicker pieces, the edges will need to be beveled or chamfered. Also, most common nails are made out of mild steel. would something like this be suitable for all the joins? So glad I found this site.


Would you agree? Youll probably have porosity issues, and the weld might be prone to rust. You dont have to constantly swap in new electrodes/filler rods as you must with TIG and stick welders.
Also, be sure to set your flow rate properly. So please share your technical justification with code/standard evidence. Would you agree? You will see a thoriated red electrode used for most SS welding jobs. Both diameters are easy to source for stainless steel rods. Rutile-basic coated, high-alloy stick electrode.
weld stainless steel startupxplore What Kind of Welder is Best for Stainless Steel? mm to be run underground for straight & T types.This explanation will help me to choose. Reactive gasses in the air can cause all kinds of problems, including rust. I sincerely hope it will help you to improve your welding results as much as it did improve mine. With slag, you drag. Which size you need depends on variables like polarity, amperage, joint size, base metal thickness. That means the composition of the wire is more complex than a solid MIG wire. So, the learning curve is not as bad as some make it. It is essential to use the correct electrode. For SS, many assume you need a shielding gas. However, hydrogen should not be used when welding martensitic, ferritic, or duplex grades. Thanks Graham for your easy, to the point explanation. A bit about myself: I am a certified international welding engineer (IWE) who worked in different welding projects for TIG, MIG, MAG, and Resistance Spot welding. So, avoid big filler rods/wires as another way to keep your heat down. This term refers to the important fact that stainless steel can only resist corrosion while still be able to rust. Rod diameter depends on the thickness of the material that you would like to join. Also, geometry matters.
welding stainless steel defects welding steel stainless gas backing tig fabrication duplex austenitic weld tungsten inert welder columbia welds paso custom metal tippers mig For example, the inclusion of hydrogen gives a similar but stronger effect compared to adding helium.

On many TIG welders, you control the amperage as you weld (more on that in a bit). Flow rates are normally 35 to 50 cubic feet per hour but consult the recommendations for your machine and other commonly available charts and sources. The manufacturers usually apply the correct flux coating to the SS alloy used to make the stick. Then, there are particulars for the various welding processes, which we detail below. Regards Graham. Applications for stainless steel are everywhere where high standards in cleanliness have to be kept, for example, kitchens, pharmaceutical or food production, and aerospace. The chamfer will allow the weld to flow in and leaves a flusher result. Silver Soldering Holes has a few challenges, as does Silver Soldering Stainless Steel. With MIG and flux-cored welding, you need to have the right stick out when you start a weld for a smooth arc. Not a minor detail; you must choose the right shielding gas and set the proper flow rates. This mix produces a nice bead contour, and the CO2 levels are low enough not to harm the corrosion resistance of the SS. arc or mig, iv had more time on my arc but never down to 2mm where as iv had plant of time on mig at 2mm. Excess heat can cause stainless steel to lose its corrosion resistance. Welding is an important component of any metalwork job; the skill of welding can be highly valuable to learn because of the high cost to have repair and welding done. For this reason alone, some will say welding stainless is a more complicated, unforgiving job best suited for advanced users. There are plenty of guides from manufacturers and internet sources to help you. With a stick welder, you will find the stick gets hotter as you get a couple of inches into the weld, and the arc and bead characteristics will change. Some people call this straight polarity, and you should never use electrode positive, as it will burn out your tungsten in a flash. Clamp the grounding clamp cord from the welder onto the piece of steel to be welded.
welding primer stainless steel Glad you found the article and our website useful. So, you typically do not need to check on it. The general rule with Welding Stainless Steel is to weld it with either the same grade of Welding Rod, Tig Wire or Mig Wire, or a higher grade. But if not, most SS welds use a slightly higher wire feed speed (WFS) than what you would use with mild steel.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}